|
|
| S/CAT - it's where the action is... |
|
|
|
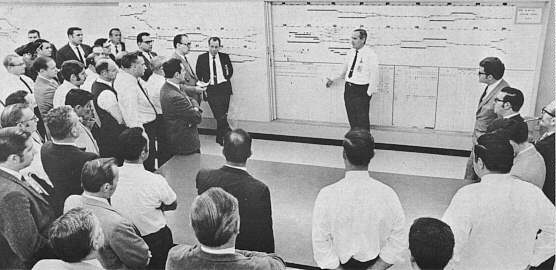
S/CAT 's Operations Center in Plant 39 As Apollo 12 rose in happy fury from its launch pad in Florida, a lot of people in Bethpage automatically changed jobs in an orderly, programmed way. Lunar Module 6, anointed Intrepid, had been their bird. Now, as planned, it had flown away. They held memories, waited tensely for its success -- and plunged into work on another vehicle. These are the men of Spacecraft Assembly and Test (S/CAT), an acronym pronounced variously "scat" or "esscat," a hard-nosed but incredibly efficient and good-natured gang of experts whose basic job is to make a LM that has no peer. In pursuit of that goal, they "live with their vehicle," and if that seems to be hyperbole, it's not by much; for this group has made its honors not by arbitrary appointment or political favor but by honest, tough, dedicated effort. And in that sense, they may be an elite corps-though they don't think so. For the most part, they're too damned busy to think in those terms.
And "busy" is a good introductory word for them. Since the time of their formal formation in September of 1967, they've been very busy ... 12 or 14 or more hours a day ... sometimes six days a week, sometimes seven ...under the kinds of pressure that most people would probably find unbelievable. Yet, they say they love it. Take Stan Lane, who has sat at "the top desk" at the ACE station in Plant 5 during tests when all lights seem to be on, telephones ring, messengers scurry about, and a multitude of people constantly scan their monitors to be certain-point by point--that their part of the mission is progressing in exactly the way it should; and an anomaly raises its ugly head, and checks are made, and, possibly, Stan has to decide whether to "ride" with a problem for a time or call a hold on the test until it's investigated-and he has to decide then, not 10 hours or even 10 minutes later. Hot spot It's a hot spot. But, after his last "panic" on the ACE station, when at last the boiling pressure was off, he couldn't adjust to the calm, orderly busyness that some of us call. the "pressure cooker." Stan wanted action--now! That's the typical tempo of S/CAT, and people say it's been that way ever since they got their charter, which outlined four controlling objectives:
These guidelines have been followed and refined by each of the heads of S/CAT, first Tom Kelly, then Paul Butler, and now Roy Standefer; and they've given the organization a cohesiveness that otherwise might have been lacking. Although, on the other hand, cohesiveness may have been an almost automatic attribute of the effort`to build and test a complex machine that was like none other in the world--and to fashion this unique vehicle on a tight production-performance schedule! An awful lot of things had to happen in just the right way. . . . and, in the over-all view, they did. How it all came about so excellently is beyond exact description, for the heart of it all was people, and people hold within them mysteries of thought and action that even they, as individuals, cannot decipher. Ask S/CAT members about the how and why of it. Steve Tsontakis, manager of Test Engineering, says the driving motivation for doing a superb job was "the knowledge of what a failure meant." And maybe that's what it came down to for most. Then there were the "tools" of success: Butler's "thorough planning with alternatives;" former Senior Vice President George Titterton's "Book Of Alibis" that had no pages in it; the "stand-up meetings" that gave all managers a moving, up-to-date account of the status of each LM at Bethpage; the early and full understanding that (as Frank Splain of S/CAT management staff put it) "no vehicle lives alone;" and--among many other things--the pin-pointing of both authority and responsibility for each vehicle -and all the vehicles. Organizationally, the chain of command runs from the LM Program Director (now Dr. Ralph Tripp) to Standefer, assistant Program Director, S/CAT, who has functional sections and vehicle test managers under him. So, reporting to Standefer are the heads of the High-Pressure Test Facility (Larry Levine), Test Engineering (Tsontakis), Ground Support Equipment (Walt Martens), Manufacturing Operations (George Strozak), Manufacturing Test (Carmine Lagnese), Inspection (Jay Klevanosky); and the Project Engineers and Test Managers. "The trick has been to get everything flowing in one direction," says Levine, "and we've done it." It's been done so well that Jack Murray, lead engineer, Electrical Power Systems, said of the LM-6 mission: "I'm not worried about the vehicle. I'm very confident." And he was right. Breeds confidence Experience had led the way to confidence, and the proved kind of experience is team-oriented. It's team oriented on a vehicle and between vehicles. There are roughly 90 people on a vehicle--about 70 of them are test engineers. Not only do they exchange program information up and down the line but they report what's going on to people on other LMs, who, in turn, reciprocate. Close communication is the name of the game. It has to be, for what happens on one vehicle could happen on another. Realizing that, S/CAT people can be said to live in a really "free society" in which each learns from the other; so pitfalls and costly redundancies are at a minimum--and each LM is better than the one before it. It's documented progress. The S/CAT job really begins at Plant 5, after contributions from Plants 2, 3, and 39. A LM moves first into the High Pressure Test Facility (once called Cold Flow) for fluid pressure tests. "It's a hazardous test sequence," says Levine, 'even though we substitute freon and de-ionized water for the live, hypergolic propellants. The pressures in that chamber are pretty high--higher than necessary for a mission--so we can test or leaks." Then build-up begins in an integrated test stand where, says Martens, " we dress the bird." This is where the 90 odd people on the vehicle test team make a particular LM ready for it's return trip to the High-Pressure Test Facility, where all fluid systems are re-verified. (The Environmental Control System, for example, has to be checked out and the LM goes through what's known as "C2F2"-that is, Crew Compartment Fit and Functional.) Those tests having been run, the LM goes back to the main floor for final assembly and FEAT (Final Engineering Acceptance Test). During FEAT, the LM runs through its paces just as though it were sitting on the launch pad ready to go on an Apollo mission. If the Bethpage-based LM passes FEAT, it's packed and shipped to the Cape. The entire process, from a LM's first go-around in the High-Pressure facility to the day it's shipped, takes six months. "And while that vehicle has been assembled and tested," Splain points out, "there have been two or three others on the Plant 5 assembly floor at various stages of development. Then, too, when a LM is at the Cape in the midst of countdown procedures, there's another LM here at Bethpage, going through an identical check-out. In that way, we're able here to trouble-shoot for the LM in countdown at Cape Kennedy, Florida." As Klevanosky says, "The objective is to minimize hold time." Throughout the entire six-month period of building and testing a Lunar Module, literally volumes (and thick volumes, too) of highly detailed operational instructions serve as reference points. Everything has to go along precisely as planned (including, of course, alterations made en route). "There must be, at every point, exact control over the vehicle", says Tony Passanante of Quality Control. "You have to keep a handle on the whole thing all the way. The team concept is the only way that can be done." There isn't a person active in LM who'd disagree. "It's remarkable," comments Standefer, "how each vehicle team works together so smoothly and takes tension in stride, how each strives to make a better LM, and how each works so harmoniously with all of the other teams. You don't appreciate what teamwork really means until you've been in S/CAT awhile." |